큰 합금 강 한 개의 두배 헤링본 무늬 나선형인 거스 기어를 만드는 OEM은 CNC 마힌링으로 떠들썩합니다
고객의 그림에 따라 기어를 던지고 용접하면서, 우리는 큰 위조를 생산할 수 있습니다.근무 조건에 따르면과
고객들은 우리가 또한 기어 연삭, 표면 경화처리, 경화되고 담금질, 질화와 급랭, 기타 등등도 그러할 수 있기를 요구합니다.
|
재료
|
탄소강, 합금 강
|
|
표준
|
ASTM DIN . EN GOST JIS ETC
|
|
구조
|
위조하고, 주조되고 용접되기
|
|
기어의 모듈
|
8-120
|
|
기어 연삭
|
맥스 모듈 24
|
|
기어 휠의 지름 :
|
맥스 13 000 밀리미터
|
|
나선 기어의 지름 :
|
맥스 . 2 200 밀리미터
|
|
기어축의 길이 :
|
맥스 5시 밀리미터
|
|
OEM 서비스는 제공했습니다
|
고객 그림에 따르면
|
|
부분은 제공되는 것으로 연결됩니다 :
|
고객 요청에 따르면
|
|
열처리
|
큐와 T 케이스 하아드닝
|
|
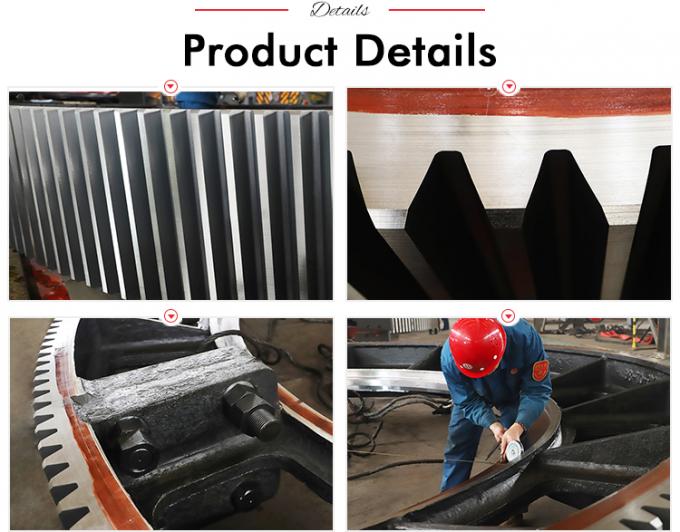
우리는 세가지 다른 디자인에서 거스 기어를 제공합니다
1. 날조된 강철
- 안출된 벨소리
- 압연 후판
주강
유연한 (마디가 있는) 무쇠
날조된 기어는 과거에 더 일반적이었고, 안출된 강 기어 가장자리 소재와 전기도금한 것 용접된 동체 구조로 구성됩니다. 불법 집단은 합금 강을 고저항체의 전체 블록으로부터 제조됩니다. 벨소리의 황삭 가공 뒤에, 우리는 기계적 특성과 그러므로 그것의 적절한 성능을 향상시키기 위해 경화증과 소려 열 처리를 수행합니다.
날조된 거스 기어의 아밴티주
1. 안출된 소재 구조는 포함의 더 리스크를 배제합니다
2. 가스 홀, 미소 수축, 핀 구멍, 열간 균열, 모래와 용재혼입과 같은 구조 결함은 회피됩니다
3. 그러므로, 톱니 영역의 갈린 동체 구조의와 예를 들면 보수용접은 요구되지 않습니다.
4. 날조된 제조 순서는 패턴과 라이저에 대한 필요성을 배제합니다
5. (즉 하부 구조체를 위해 사용된 재료가 웨브를 치고 거싯을 대)는 것보다 가장자리 소재는 더 높은 견고성과 더 높은 강도를 가지고 있습니다
특징
1. 외치
최대 지름 : 16000 밀리미터
이가 있는 표면 폭 : 1700 밀리미터
최대 모듈 : 벽난로에 의한 45
최대 모듈 : 커터를 완성하는 65개 기어
2. 내주치
최대 지름 : 6500 밀리미터
최대 모듈 : 25.4
이가 있는 표면 폭 : 400 밀리미터
물질 과정을 만들기
위조
최종 압연
로 냉
생산에 제어되세요
물 담금질
경도 테스팅
황삭 가공
초음파 시험과 차원 검사
최종점검 인증
표준 / 증명서
UNI EN ISO
AWS
ASTM
ASME
DIN
애플리케이션
우리의 거스 기어는 시멘트와 광물 산업에 적용됩니다 :
여러가지 유형의 수평식 밀
로터리 드라이어
로터리 킬른
다른 어떤 큰 기어장치 링 적용
분쇄기를 위한 철강품을 위한 생산
D. (수리 전후에) 초음파 결함 탐지 보고서
E. (수리 전후에) 자분 검사 보고서
F. 차원의 보고서
G. 용접 수리 지도
H. 용접물 절차와 절차검정기록서
i. 용접공 자격
J. 비파괴 시험 검사자 자격
|
항목
|
구조화 기능
|
방법을 처리하기
|
테스트 내용
|
|
거스 기어
|
(1)GS42CrMo4Alloy 강철 (법인 독점적인 표준)
HB 220~240
(2) 반 구조적, Y-스포크
나선형인 (3)
(4) 합금 강 (법인 독점적인 표준)의 합리적 봉합과 정렬 구조물
|
(1) 외측 강재 정련 (R-H 아르곤과 진공 처리)
(2) 캐스팅, 밀집한 이를 보증하기 위한 모래 기술을 매다는 독점적 콜드 몰드
(3) 이빨이 견고성을 포장하다는 것을 보증하기 위한 (특허 기술을) 정상화하기
뒤에
(4) 거친 호빙, 복구 시간은 접속면을 수리한 후, 명부를 정제합니다
(5) 독점적 집에서 만드는 벽난로 좋은 호빙
|
(1)캐스팅 역학적 성질과 화학조성 (내부 표준)
(2) 음향시험 뒤에 거칠거칠해지기
초음파 시험과 자분 탐상 검사 뒤에 끝난 (3)반정결 가공
(4) 이는 자분 탐상 검사, 경도시험을 포장합니다
(5)이 허용한도 점검
(6) 공장 조립 부하 시험이 기어의 사이즈의 정확도를 확인합니다
|

큰 CITICIC 기어장치 링을 위한 기술적 요구 :
1) 표준화 표면 경화 처리, 견고성 전에 미리처리됩니다 어야 하 HB210 ~ 250 ; 기계적 성능은 극한 세기 Rb 690MPa이고 스트레스 Rs 490MPa, 신장 D5 11%, 단면 수축 W 25%, 충격 인성 Ak 30J를 만듭니다 ; 경화된 이 도입, 견고성 HRC50 ~ 55 ; 효과적 경화층 깊이 3 ~ 5 밀리미터.
2) 전체적 초음파 탐상, 내부 품질은 두가지 요구조건 GB7233-87 표준 요구 사항을 충족시켜야 합니다 ; 이와 끈 자분 탐상 검사, 품질은 두 요구 GB/T9444-88 표준을 충족시켜야 합니다.
3) 캐스팅이 원형 R5 ~ R10이 아니다는 것에 주목하세요.
4) 양쪽 끝과1 45b.5) / 2에 있는 이빨 모죽임과 고력 볼트로 만들어지고 톱니 표면에 결합된 전체 반지의 모서리를 따라 연결되는 반 고리 기어 톱니 폭의 각각 반지는 하단 중심에 있어야 합니다.
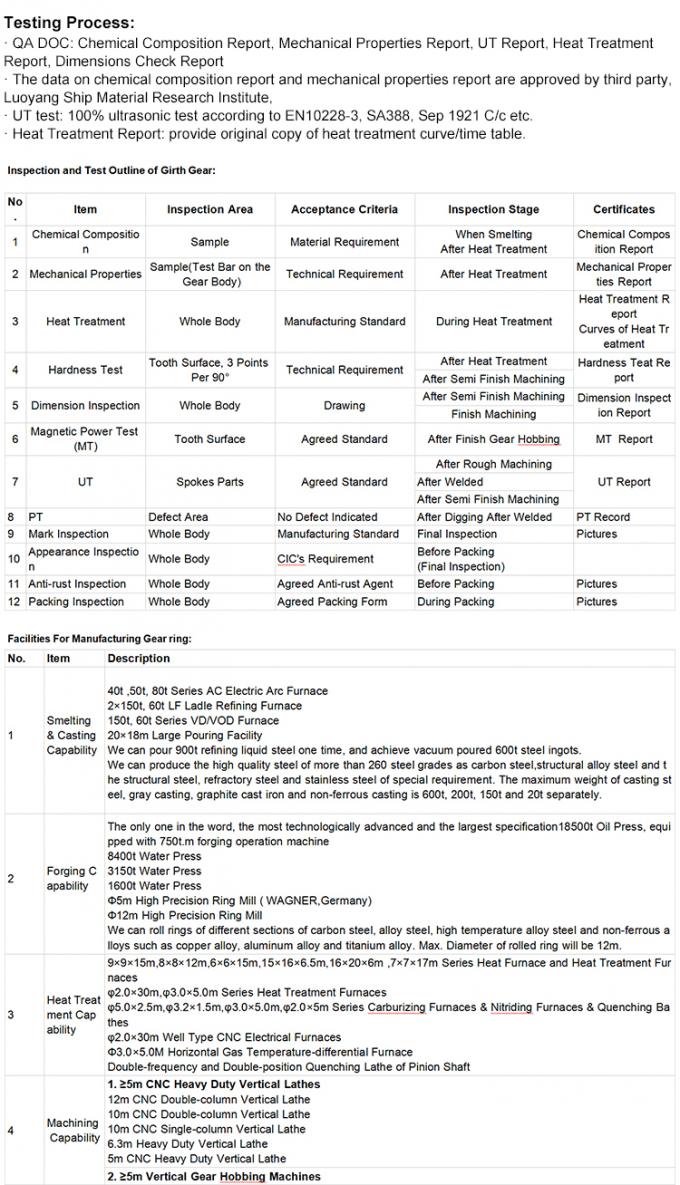
2 큰 링기어 제조 절차
2.1 황무지의
철강 주형 블랭크는 CITIC 중장비 사에 의해 제공됩니다, 대형 단조품이 설치하고 GB11352-89 기준까지 운영한 주식회사가 캐스팅 공정, 용융제련, 캐스팅, 히트 박스, 세정, 드레싱 캐스팅에 따라 모델링에 대한 요구를 상세화합니다.;. 그림과 스틸 블랭크에 대한 기술적 요구에 의한 점검과 수락 동안
수락 뒤에 발표된 JB/T6402-92 표준을 부합시킨 점검
절차 아래로.
2.2 반칙
정면 절삭, 드릴링과 다른 절차를 결합시키면서, 허용, 정렬, 연결, 둘다 안쪽인 처리와 바깥에서 써클 바깥쪽에 그림과 체류에 의해 넘게 됩니다.
2.3 조사 부상
전체적 초음파 탐상, 내부 품질은 GB7233-87 기준을 위한 2가지 요구조건을 충족시켜야 합니다.
2.4 전처리를 정상화하기
세미-링 쌍 표준화와 템퍼링 처리가 후속 표면 경화증에게 좋은 단체를 제공합니다 ; 열처리 뒤에 있는 반 고리 기어 점검의 언론 그림 변형.
2.5 기계가공
처음으로 2와 반 고리는 고력 볼트가 전체, 원 퀀네이 와이 치아와 상위이고 (더욱)나아가 낮은 가격대를 끌어내는 것에 의한 전체 과정으로서의 반지를 연결시키고, 그리고 나서 밀링 공정 요구를 끌어내고 기계화하면서 만들어집니다.
2.6 처리 스트레스의 제거
전체적 벨소리는 스트레스를 제거하기 위해 단련했습니다.
2.7 전체적 벨소리 표면 경화처리
치조 톱니 표면 유도경화, 견고성 HRC50 ~ 55, 효과적 경화층 깊이 3 ~ 5 밀리미터를 따라 조건.
2.8 최종점검
처음으로, 검출 주파수 급랭, 링기어 코깅을 완화시키는 것 뒤에 견고성은 그림을 위한 요구조건을 충족시킵니다 ; 둘째로, 더 큰 최대 외경이 변형 3 밀리미터로서 D6944를 분류하는지 탐색하기 위해, 기계적 수정은 자격 있는 것까지 요구했습니다 ; 제3으로, 이와 끈 자분 탐상 검사, 품질은 두가지 요구 GB/T9444-88 표준 요구 사항을 충족시켜야 합니다 ; 마침내, 그림과 최종점검에 대한 기술적 요구에 따르면.
| 아니오. |
절차 |
처리
방법
|
처리
장비
|
시험의 프로그램 |
정밀 검사 장비 |
|
1
|
준비합니다
|
1. 재료 : 고급 품질 주강
2. 합리적 캐스팅 공정을 공식화하고 응결의 컴퓨터 시뮬레이션에 의하여 품질을 던지는 것 보증하세요
3. 캐스팅의 화학조성을 보증하기 위한 합리적 제련 공정을 공식화하세요
4. 보증하기 위한 합리적 열처리 프로세스를 공식화하세요
캐스팅의 역학적 성질을 검증하세요
|
|
|
|
|
2
|
모델링
|
1. 엄밀하게 종류 (핵심) 모래의 품질을 제어하, 수질의 강도와 관리가 보증합니다
2. 모래 다지기, 경사진 표면 끝마무리가 2회 솔을 페인트를 칠합니다
3. 프로세스 요구 사항에 따라 쏟는 라이저와 추운 철을 위치시키세요
4. 세척되고 필요에 따라 구워지세요
공동
|
모래 혼합기
|
타입 (핵심) 모래와 표면 모래의 품질을 확인하세요
2. 공진기 크기를 확인하세요
베이킹 시간 체크하세요
|
|
|
3
|
스멜팅 캐스팅
|
1. 과정에 따라 고로를 굽는 낮은 S.P 선철, 선택하는 고철 강, 보조 소재와 합금을 선택하세요
2. 특수공정 용융제련에 따름으로써 강철을 만드세요
S.P 위험 요소는 내부 제어 표준을 충족합니다
3. 끝난 용융 강철은 아르곤이 녹는 강철 조성물을 획일적이게 하기 위해 가스를 제거하여 국자와 R-H 진공 순환으로 불면서 치료됩니다, 해로운 산소 (H, O) 감소, 균일한 온도가 캐스팅의 좋은 유동적 재공급을 보증하고 캐스팅을 구멍과 다른 결점에서 막기 위해, 용융 강철의 유동성을 증가시킵니다
엄밀하게 조항에 따라 주입 온도와 주입 속도를 제어하세요
|
50 T 노
장비를 불어 국자 아르곤을 위한 장비를 가스를 제거하는 R-하 진공 유통
|
1. 노재는 기술적 요구 사항을 충족시켜야 합니다
2. 양, 순수한 중탕 시간, 강철 온도를 공급한 제어 급이 온도
3. 분광계가 익숙한 직접 해독은 장비가 용융 동안 최상 상태에 있고 완성품의 화학조성이 쏟아져 나오는 것 동안 그 요구를 만족시키는다는 것을 보증하기 위해 빨리 노 앞에 화학조성을 발견합니다
4. 알곤 취입과 R-H 진공 처리의 매개 변수를 확인하세요
5. 시작 온도를 확인합니다고
용탕 주입 시간
|
직접 해독 분광계
물리적이고 화학적 장비
|
|
4
|
청정과 열처리
|
1. 주형을 던지는 내부 열 보호 시간은 프로세스 요구 사항 이하이지 않을 것입니다
2. 라이저를 줄이고 퍼붓는 모래 하락, 샷 블라스팅은 기술적 요구 사항을 충족시킵니다
3. 엄밀하게 비어 있는 열처리를 수행하세요
퍼니스 온도의 균일성을 보증하고 캐스팅의 본래 구조를 정제합니다
|
50t
활발치 못하는 떨어지는 모래 기계와
8.5 ×12m
열처리 용광로
|
1. 노 온도 기록을 확인하세요
2. 샘플은 똑같은 노에서 캐스팅으로 히트-트리티드와 역학적 성질이 바로 확인되기 위해 보내집니다
3. 공백의 표면 품질을 확인하세요
양, 기하학적 차원과 다듬질 여유
|
물리적이고 화학적 장비
|
|
5
|
황삭 가공 |
1. 과학 기술적 조항에 따른 황삭 가공에 대한 충당금
인공시효 처리
|
수직 선반
8.5 ×12m
열처리 용광로
|
사이즈를 확인하세요
결점 초음파 결함 탐지를 위한 육안 검사
|
초음파
테스트
|

 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다!